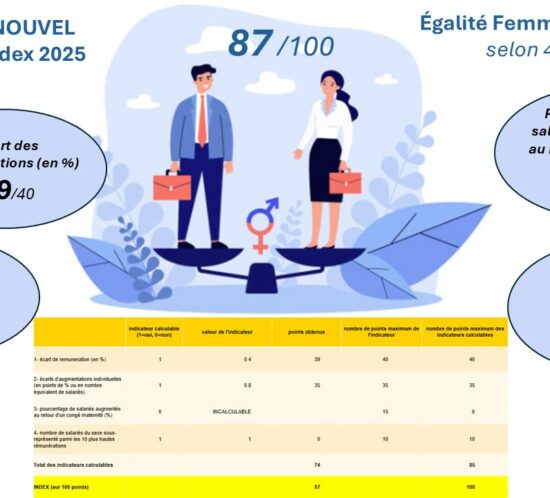
Nouvel Index Égalité Femmes – Hommes
En 2025 l’index égalité Femmes-Hommes est de 87 points sur 100. ...
Notre métier est le traitement de surface par électrolyse, et nous l’effectuons avec passion. Notre expertise s’est nourrie de chaque projet qui nous a été confié et nous permet aujourd’hui d’apporter les réponses aux problématiques les plus spécifiques.
Demandez-nous, nous trouverons ensemble la meilleure solution.
En 2025 l’index égalité Femmes-Hommes est de 87 points sur 100. ...

Pour la quatrième fois, nous avons eu le plaisir d’exposer au salon BLECH EXPO, l’un des événements majeurs en Al...

Ce mercredi 22 octobre, l’entreprise AST-PEM, implantée à Siaugues-Sainte-Marie et à Saugues, a accueilli un évén...
À chaque étape de nos process, nous visons le maintien de l’équilibre écologique et la réduction de l’impact de nos activités sur l’environnement.








